分选+RDF生产
工艺流程
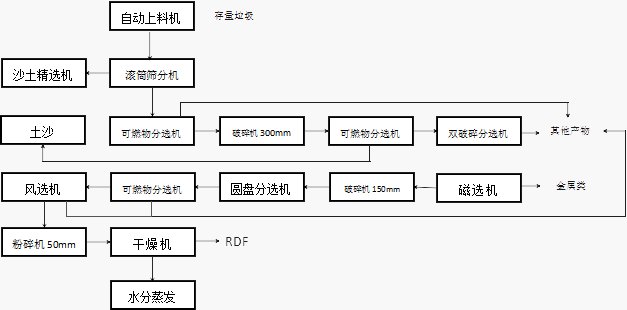

分选系统
(1)自动上料机
自动上料机是专为均匀输送大块物料的给料机。在生产流程中可以把块状、颗粒状物料均匀、定时、连续地给到受料装置中。自动上料机广泛应用于冶金、煤矿、选矿、建材、化工、磨料等行业的破碎、筛分联合设备中。
主要性能特点:振动平稳、工作可靠、寿命长;可以调节激振力,可随时改变和控制流量,调节方便稳定;振动电机为激振源,噪声低,耗电小,调节性能好,无冲料现象。结构简单,运行可靠,调节安装方便,重量轻,体积小,维护保养方便,当采用封闭式结构机身时可防止粉尘污染。自动上料机是由给料槽体、激振器、弹簧支座、传动装置等组成。槽体振动给料的振动源是激振器,激振器是由两根偏心轴(主、被动)和齿轮副组成,由电动机通过三角带驱动主动轴,再由主动轴上齿轮啮合被动轴转动,主、被动轴同时反向旋转,使槽体振动,使物连续不断流动,达到输送物料的目的。给料设备在原料投入的时候,尺寸较大较重的原料会从上料部分滚下,单独收集,这样会减少大石块进入分选设备而破坏设备。在前端还安装有磁选机,能将铁类垃圾单独扽选出来。
(2)滚筒筛分机
滚筒装置倾斜安装于机架上。电动机经减速机与滚筒装置通过联轴器连接在一起,驱动滚筒装置绕其轴线转动。当物料进入滚筒装置后,由于滚筒装置的倾斜与转动,使筛面上的物料翻转与滚动,使合格物料(筛下产品)经滚筒后端底部的出料口排出,不合格的物料(筛上产品)经滚筒尾部的排料口排出。由于物料在滚筒内的翻转、滚动,使卡在筛孔中的物料可被弹出,防止筛孔堵塞。破袋滚筒筛是同时具有破袋、筛分功能的滚筒筛,具有转速变频可调功能,特别适用于腐熟垃圾、新鲜垃圾的破袋及筛分,具有运行平稳、结构简单、维修方便、筛分效率高、使用寿命长等特点。
(3)可燃物分选机
采用特殊材料制成耙齿刷的物理刷式可燃物分离机 。
(4)土沙分选系统
土沙精细分选设备是旋转筛分离设备与可燃物分离设备的一个组合,针对土沙混合物的性质,设备的配置与设置又有所不同。内部采用旋转的橡胶辊,还有外部的旋转刷来解决筛孔堵塞的现象。将 15mm 以下的土沙与 15~35mm 的碎石块分离出来。细微的有机可燃物通过静电式细微刷被挑出来,有效地分离。
RDF生产系统
(1)破碎设备
破碎机通过剪切、撕裂和挤压达到减小物料尺寸的目的。破碎机应用范围主要是生活垃圾、工业垃圾破碎、有机垃圾破碎、医疗垃圾破碎、可燃物破碎、塑料破碎、危险废弃物破碎、大件垃圾破碎、纸厂绞绳破碎、废旧金属破碎等。包括比较混杂物料(含金属、石头等)。
(2)磁选机
悬挂式磁选机内部采用高矫顽力、高剩磁的特殊永磁体“钕铁硼”等材料组成复合磁系。具有免维护、磁力强、寿命长、安装简单、使用方便、运行可靠等特点,适用于皮带机、振动输送机、电磁振动给料机、下料溜槽上的非磁性物料中除铁。
(3)圆盘分选机
圆盘式分选机利用破碎后垃圾物料特性,在垃圾达到一定粒度时,根据物料不同的比重使垃圾物料在弹跳过程中进行分离。圆盘分选机设计弹跳功能,在一面输送物料的同时把硬性颗粒物弹跳分离出来,被分离出的颗粒物与输送物料成反方向运动从而实现分选的目的。
(4)风选机
风选机主要是将垃圾中的轻质物料(如纸片、塑料袋、薄膜等)与重质物料分开,也就是根据空气动力学原理,按轻重物料密度的不同进行分离,以达到分类回收再利用的目的。
(5)烘干机
垃圾由皮带输送机送至烘干机料斗,然后经料斗的加料机通过加料管道进入加料端。烘干机设备加料管道的斜度要大于物料的自然倾角,以便物料顺利进入干燥器内。干燥器圆筒是一个与水平线略成倾斜的旋转圆筒。物料从较高一端加入,载热体由低端进入,与物料成逆流接触。湿物料在烘干机设备筒体内向前移动过程中,直接或间接得到了载热体的给热,减少灰尘对物料的污染,使湿物料得以干燥,然后在出料端经皮带机或螺旋输送机送出。在烘干设备筒体内壁上装有抄板,把物料抄起来又撒下,使物料与气流的接触表面大,以提高干燥速率并促进物料前进。载热体一般分为热空气、烟道气等。